
СИСТЕМА ОБНАРУЖЕНИЯ ПРЯЖИ КОЛЬЦЕВОГО ПРЯДЕНИЯ



Опыт работы в отрасли
В настоящее время эффективность текстильных предприятий в основном зависит от затрат на рабочую силу, состояния оборудования, бизнес-процессов и других факторов. Процесс прядения является ключевым этапом обеспечения качества на прядильных фабриках, его сложно контролировать, и наиболее прямой ответ на этот вопрос — данные о разрывах пряжи. Поэтому выявление и снижение количества разрывов является первоочередной задачей управления прядильным производством. Известно, что от 30% до 35% разрывов вызваны 5% неправильно установленных веретен. Традиционный метод заключается в выявлении этих 5% дефектных веретен путем осмотра, ремонта механиками и отбора проб тестировщиками, но у него есть много недостатков.
Мы разработали систему онлайн-обнаружения. Она позволяет своевременно и эффективно определять место обрыва оборудования и значительно повышает эффективность работы кольцевых прядильных машин. Наша компания стремится предоставлять передовые интеллектуальные услуги по модернизации прядильного процесса текстильных предприятий, ускорять обновление прядильного оборудования для повышения конкурентоспособности предприятий и прилагать все усилия, чтобы помочь пользователям максимизировать прибыль за счет использования эффективных и интеллектуальных средств управления производством.
Состав системы
Система в основном состоит из устройств мониторинга и исполнительных механизмов.
Устройство мониторинга включает в себя устройство мониторинга одного шпинделя.
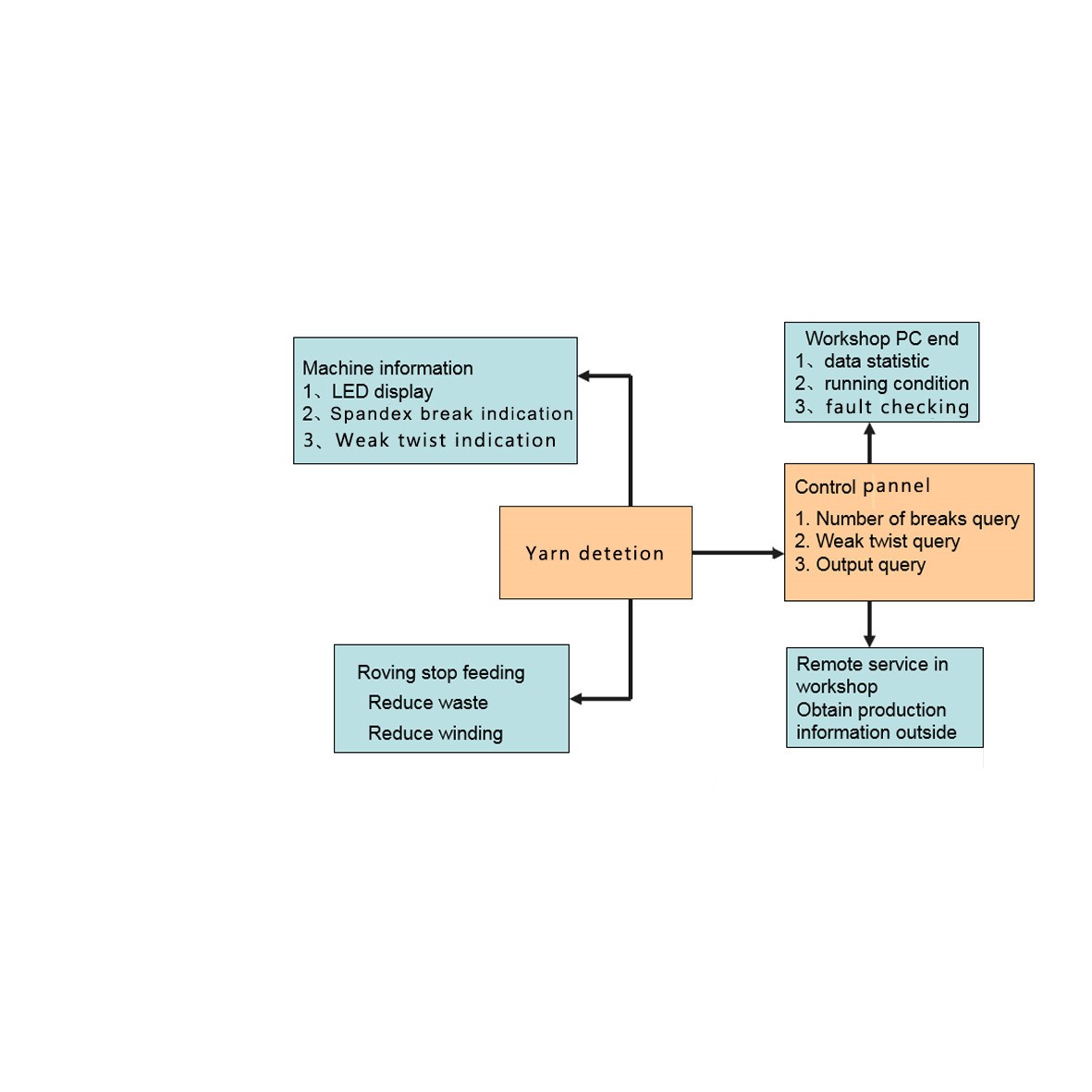
Тактуаторы в основном состоят из четырех частей: фотоэлектрической системы обнаружения обрыва, устройства остановки подачи ровницы, дисплея управления концевым управлением шестерни и индикации предупреждения об обрыве конца. Схема модулей системы показана на рисунке 1 ниже. (Среди них, платформа управления прядением, интеллектуальная система управления прядением, мониторинг энергопотребления, мониторинг окружающей среды, индикация ламп обрыва и слабого скручивания, настройка спандекса, настройка скорости вентилятора, настройка SIRO являются дополнительными модулями; без дополнительных модулей соответствующие данные отображаться не будут).
Функции системы
Система мониторинга и управления имеет функции индикации и отображения информации на отдельном станке, отображения состояния редуктора, отображения состояния цеха, отображения состояния главного сервера, остановки подачи при обрыве нити ровницы, своевременного обнаружения обрывов и точного позиционирования, помогает контролировать ключевые моменты качества процесса прядения, сокращает трудозатраты и отходы, а также повышает качество.
Особенно примечательно то, что в систему добавлена система управления производством прядильного производства. Она может собирать данные из больших массивов данных, генерировать различные графические и текстовые отчеты в соответствии с потребностями клиентов, помогать технологическому и управленческому персоналу завода анализировать, управлять и принимать решения, а также обеспечивать удобство управления для пользователей.
Система управления производством в основном включает в себя следующие функции:
А) Способность отображать шпиндели с множеством обрывов, своевременно находить неисправные шпиндели и уведомлять механика о необходимости ремонта;
B) Нет необходимости вручную проверять количество обрывов при производительности 1000 шпинделей в час, а информацию об обрывах при снятии веретен можно просматривать в режиме онлайн в любое время;
C) Нет необходимости вручную копировать данные о производительности каждой смены, система генерирует их автоматически;
D) Может отображать скорость вращения шпинделя, предотвращая работу шпинделя на низкой скорости и уменьшая слабую кручение;
E) В любое время можно проверить различные параметры прядения и состояние оборудования для составления графика работы;
F) Возможность наблюдать за работой и скоростью всех машин;
G) Позволяет в любой момент времени отслеживать взаимосвязь скорости и других параметров и оптимизировать скорость.
Системные характеристики
Система мониторинга и управления кольцевым конвейером представляет собой информационно-интеллектуальное средство. Она позволяет записывать все данные, делая работу более открытой и прозрачной, тем самым помогая управлению цехом и предоставляя научную основу для принятия решений и оптимизации процессов на предприятии. Система обладает следующими очевидными особенностями:
А) Между датчиками нет проводного соединения. Прямое подключение.
B) Фотоэлектрический (или электромагнитный) зонд обладает преимуществами точности и чувствительности, имеет небольшие размеры, большое расстояние между зондом и кольцом, а также не влияет на соединение нитей и замену бегунка.
C) Устройство остановки подачи ровницы подходит для параллельной и V-образной форм вытяжки. Оно использует гибкое модульное соединение, не требует дополнительных цепей, автоматически определяет положение шпинделя, имеет простую конструкцию, удобную установку и обслуживание. Чувствительность устройства остановки ровницы составляет менее 4 секунд.
D) Каждый комплект с экраном, оснащенным человеко-машинным интерфейсом, предоставляет рабочие и механики краткие инструкции по эксплуатации.
E) Конструкция с функцией Wi-Fi для обеспечения стабильного беспроводного соединения между ноутбуком и мобильным устройством в будущем.
Значение модуля мониторинга поломок
Модуль обнаружения торможения системы в основном отображает информацию на лампе и дисплее. Различные категории отображения имеют различное значение. Подробности см. в форме 1 ниже.
| Позиция | Категории | Импликация |
| Положение шпинделя | Подмигивание голубого света | перерывы |
| Красный свет мигания | вина | |
| Красный свет горит | Слабый поворот сюжета | |
| Фиолетовый световой мигающий | Датчик, который рассматривается | |
| лампа | Зеленый свет включен | 1-4 перерыва |
| Жёлтый свет горит | 5-9 брейков | |
| Красный свет горит | 10-24 перерыва | |
| Красный свет мигания | Перерывы выше 25 | |
| 2 цвета чередуются подмигивание | Предупреждение о неисправности системы черчения/неисправность материнской платы | |
| Отображать | Буква b + цифра | Количество поломок |
| Буква Е + цифра | Количество слабых скручиваний | |
| Буква F + цифра | Количество неисправностей |
Основные технические параметры адаптированной машины
Система мониторинга адаптирована к параметрам, указанным ниже (форма 2), остальные параметры настраиваются в соответствии с требованиями.
| Нет. | Элемент | спецификация |
| 1 | Подходит для данного вида пряжи. | 14-100s хлопок и смесовые ткани |
| 2 | Количество шпинделей | Короткая рамка, длинная рамка |
| 3 | Вид чертежа | параллельное и V-образное черчение |
| 4 | Шпиндельный измеритель | 68,75 мм, 70 мм, 75 мм |
| 5 | Диаметр вала | 28 мм, 40 мм |
| 6 | Тип кольца | Плоский, Конический |
| 7 | Номер шпинделя | Начиная с конца шестерни (слева/справа) в порядке следования. |
Технические характеристики системы
Система позволяет осуществлять интеллектуальный мониторинг в режиме реального времени. Принцип ее работы и схема работы показаны в таблицах 2 и 3 соответственно.
Принцип работы системы обнаружения пряжи
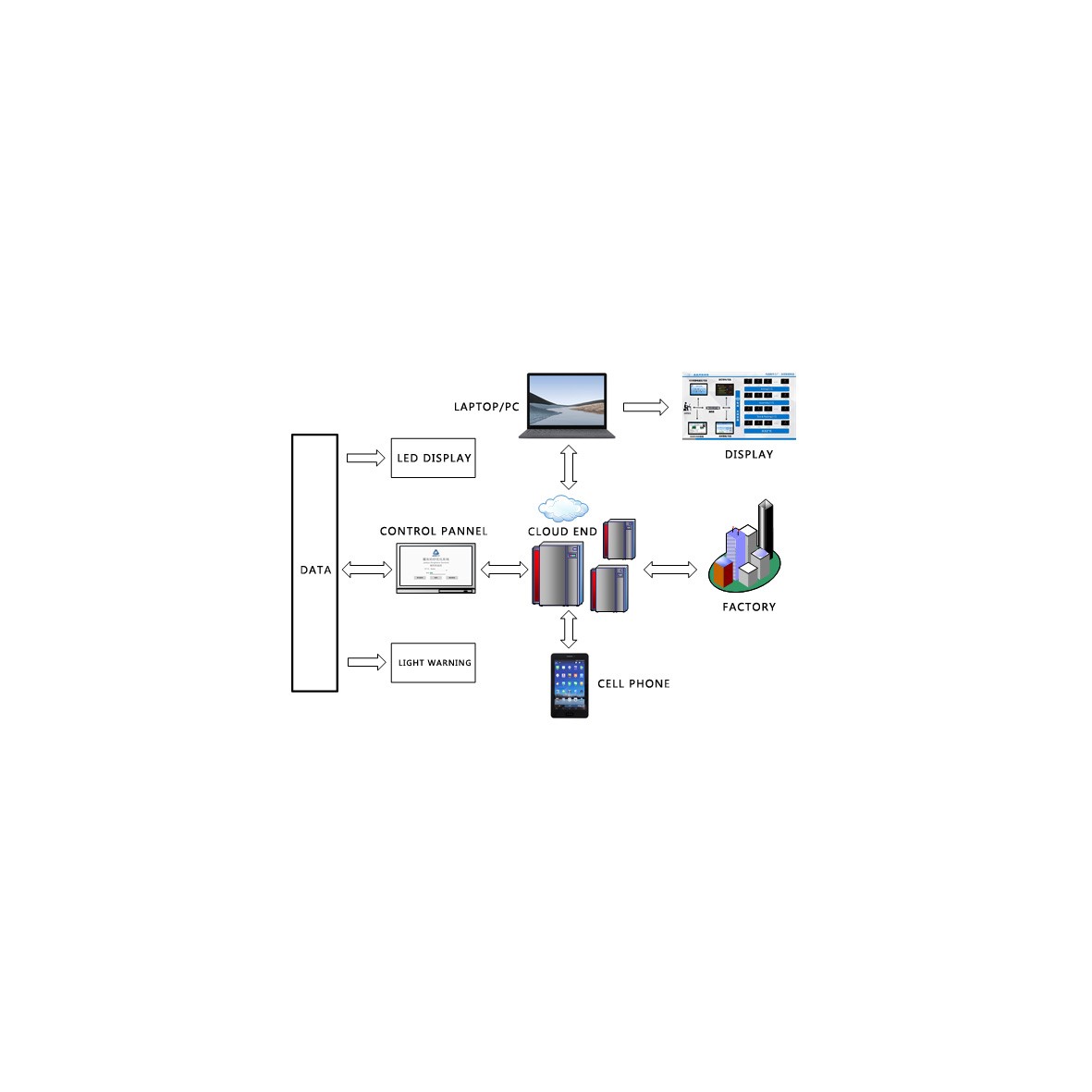
Схема работы системы обнаружения пряжи
Система мониторинга прядильной машины является интеллектуальной, информативной и легкой. Ее основные технические характеристики приведены в таблице 2 ниже.
| Элемент | Содержание | Система мониторинга одного шпинделя JADEYO 2.0 |
| Аппаратное обеспечение | Характеристики датчика | Фотоэлектрический, магнитный |
| Технические характеристики платы датчика | 24 веретена, 0,7 кг | |
| Тип конечного пользователя | Поддерживаются ПК, мобильные телефоны, ноутбуки, браслеты и т.д. | |
| Передвижная остановка | В тот же момент, когда происходит перерыв | |
| Контроль составления проекта | Отображение диаметра ролика, текущей скорости. | |
| Мониторинг производства | Отображение типа пряжи, производительности, длины, выхода годной пряжи, количества снятий и т.д. | |
| Случались обрывы/1000 веретен/час | Проверка скорости вращения шпинделя в режиме онлайн: произошло обрыв концов шпинделя (1000 шпинделей в час). | |
| Анализ перерывов при снятии одежды | Проверка скорости вращения шпинделя в режиме онлайн и выявление случаев поломок (1000 в час при каждом снятии). | |
| Сигнализация обрыва цепи | Датчик мигает, контроллер редуктора показывает положение тормоза, а дисплей отображает количество торможений. | |
| Небольшой поворот | Индикатор датчика горит, проверка скорости вращения шпинделя, количество поломок. | |
| Способ передачи | Интегральная плата легко устанавливается. | |
| программное обеспечение | Взаимодействие с другими устройствами мониторинга | Многомашинная сеть может формировать сеть мониторинга вращения и обрыва цепи. |
| Использование таблицы параметров | Существующие отчеты можно корректировать в соответствии с потребностями, а впоследствии их можно настраивать для создания и формирования новых отчетов. | |
| Обмен данными | Данные полностью открыты, интерфейс передачи данных поддерживает Ethernet, совместим с системами управления производственными процессами HMES, системами планирования ресурсов ERP, системами OA office и т.д. | |
| Обновление функций программного обеспечения | Может быть доработан и имеет функцию расширения. | |
| Стандарт качества | Обнаружение всех шпинделей на линии | Точная информация без дезинформации. |
| Ежедневный процент отказов измерительных зондов и других устройств электрические компоненты | С точностью до 1/10000 срок службы составляет более 10 лет. |





